C.3 FINAL
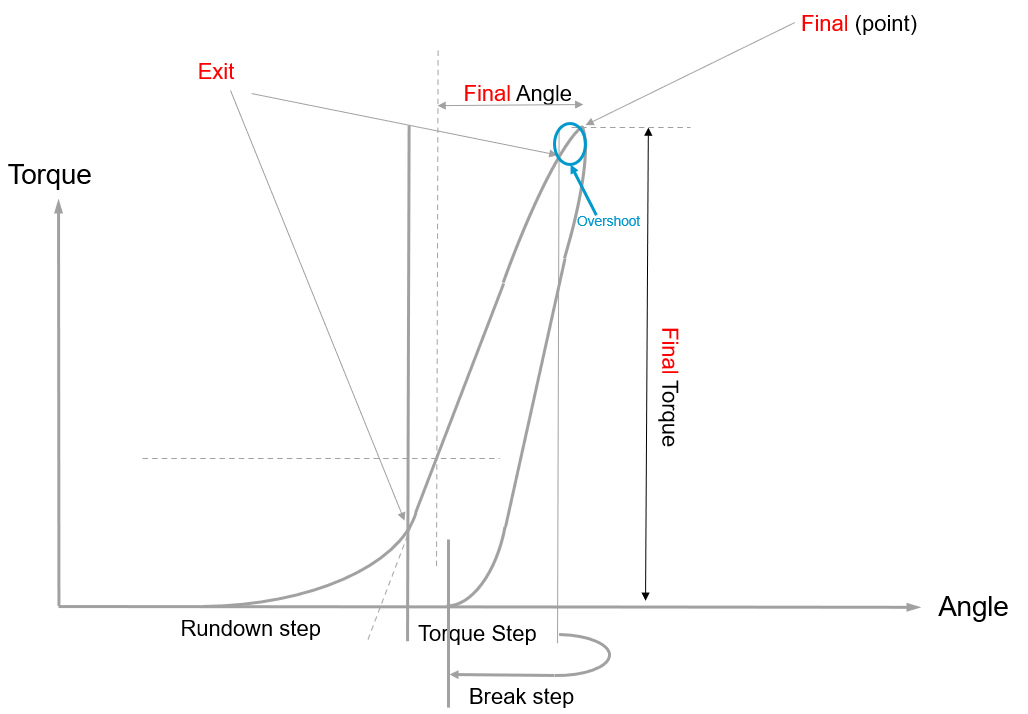
The FINAL ValueTag is most common in handheld systems and is intended to mark the point where the torque generated the clamp force that is left in the joint, after the tightening is completed.
There will often be up to three values associated to the final point: an angle value, a torque value, and a time value. All having the FINAL ValueTag.
The torque value is straightforward, denoting the torque left in the joint, from the tightening systems perspective.
The FINAL angle value is naturally relative to the defined origin as discussed above.
Note 1: The FINAL torque value is intended to represent what the tightening tool perceives as the torque applied to the joint. There are at least two physical phenomena that interact to make the result of a residual torque check report a different torque value. The first is the seating of the joint. Over time the material of the bolt settles causing the clamp force and torque resistance in the bolt getting lower. The second is the difference between static and dynamic friction. When the bolt is being tightened, the (dynamic) friction is lower than the (static) friction that should be overcome to start the bolt rotating. These two phenomena work against each other and are dependent on such things as temperature, material, lubrication, passed time, etc.
The seating of the joint takes place over time after the tightening. This often means that when a residual torque check is performed, the value will be lower than the reported FINAL torque of the tightening.
Note 2: Sometimes (according to configuration) the prevailing torque (the torque at the SNUG point) will be subtracted from the value before it is reported as FINAL torque. This is done to separate the torque needed overcome the friction/deformation of the joint from the torque used to create clamp force. In these cases, it is recommended to also include both the prevailing torque and the actual absolute max torque as reported values in the result.