
7 Container objects for the components of an extruder
Several components can occur several times in an extruder (e.g. temperature zones, feeders, screws). For these the following container objects are defined (see container concept in OPC 40083):
TemperatureZones
MeltTemperatureZones
MeltPressureZones
VacuumZones
ScrewTemperatures
AdditionalMeasuringDevices
Feeders
7.1 TemperatureZones
This ObjectType is a container for the temperature zones on the extruder barrel. The ExtrusionTemperatureZonesType is defined in OPC 40084-1.
7.2 MeltTemperatureZones
This Object is a container for the melt temperature zones. The zones are modelled as MeasuringDeviceType as defined in OPC 40083.
When instances for melt temperature zones are created, the BrowseNames shall be "MeltTemperatureZone_<Nr>" where <Nr> is a three-digit number with leading zeros, starting with "001".
The temperature of the melt shall be delivered in °C or F.
7.3 MeltPressureZones
This Object is a container for the melt pressure zones. The zones are modelled as MeasuringDeviceType as defined in OPC 40083.
When instances for melt pressure zones are created, the BrowseNames shall be "MeltPressureZone_<Nr>" where <Nr> is a three-digit number with leading zeros, starting with "001".
The pressure of the melt shall be delivered in bar or lbf/in² (=psi).
7.4 VacuumZones
This Object is a container for the vacuum zones. The zones are modelled as MeasuringDeviceType as defined in OPC 40083.
When instances for vacuum zones are created, the BrowseNames shall be "VacuumZone_<Nr>" where <Nr> is a three-digit number with leading zeros, starting with "001".
The pressure (absolute based on 0) shall be delivered in bar or lbf/in² (=psi).
7.5 ScrewTemperatures
This Object is a container for screw temperatures. The temperatures are modelled as ExtrusionTemperatureZonesType as defined in OPC 40084-1.
When instances for screw temperatures are created, the BrowseNames shall be "ScrewTemperature_<Nr>" where <Nr> is a three-digit number with leading zeros, starting with "001".
The temperature of the screw shall be delivered in °C of F.
7.6 FeedersType
This ObjectType is a container for the feeders. It is formally defined in Table 2.
| Attribute | Value | ||||
| BrowseName | FeedersType | ||||
| IsAbstract | False | ||||
| References | Node Class | BrowseName | DataType | TypeDefinition | Other |
|---|---|---|---|---|---|
| Subtype of 0:BaseObjectType defined in OPC 10000-5 | |||||
| 0:HasProperty | Variable | 0:NodeVersion | 0:String | 0:PropertyType | M, RO |
| 0:HasComponent | Object | Feeder_<Nr> | FeederType | OP | |
| 0:GeneratesEvent | ObjectType | 0:GeneralModelChangeEventType | |||
When instances for feeders and/or dosing units are created, the BrowseNames shall be "Feeder_<Nr>" where <Nr> is a three-digit number with leading zeros, starting with "001". The FeederType is defined in Table 3.
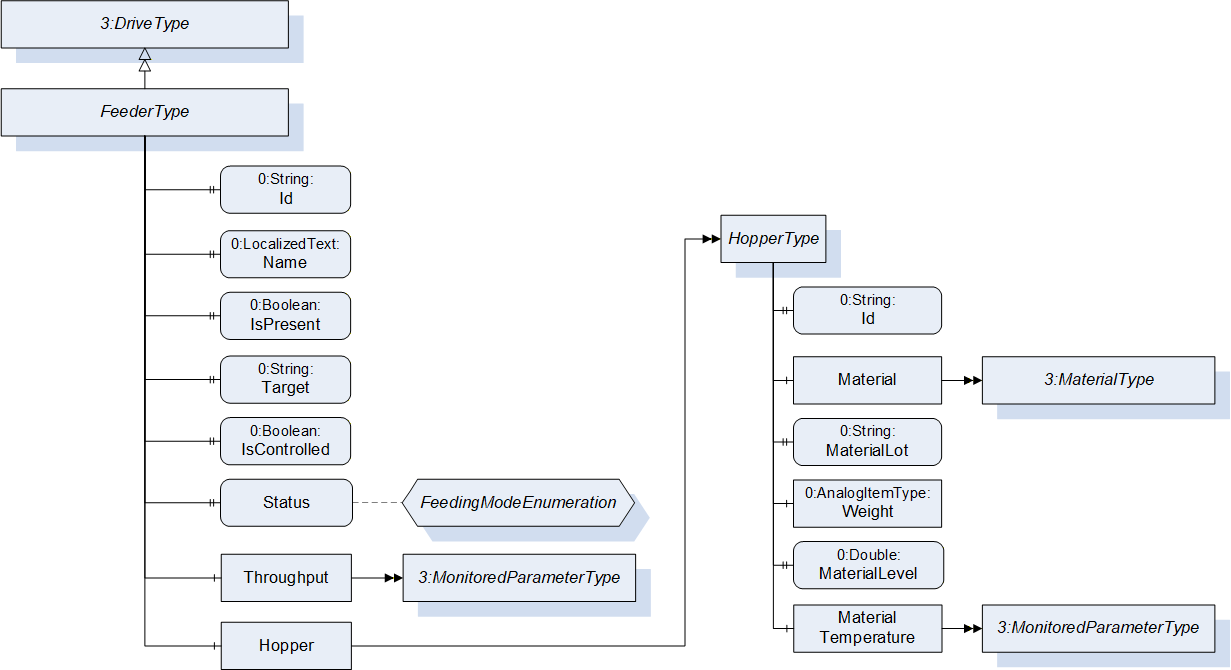
7.7 FeederType
The FeederType represents a device that transports material in an uncontrolled or controlled way. In the second case, the Feeder acts as a dosing unit. A feeder transports the material to a defined destination. This can be directly a barrel zone, but also another feeder which collects materials from several feeders above.
| Attribute | Value | ||||
| BrowseName | FeederType | ||||
| IsAbstract | False | ||||
| References | Node Class | BrowseName | DataType | TypeDefinition | Other |
|---|---|---|---|---|---|
| Subtype of 3:DriveType defined in OPC 40083 | |||||
| 0:HasProperty | Variable | Id | 0:String | 0:PropertyType | M, RO |
| 0:HasProperty | Variable | Name | 0:LocalizedText | 0:PropertyType | M, RO |
| 0:HasProperty | Variable | IsPresent | 0:Boolean | 0:PropertyType | M, RO |
| 0:HasProperty | Variable | Target | 0:String | 0:PropertyType | M, RO |
| 0:HasProperty | Variable | IsControlled | 0:Boolean | 0:PropertyType | O, RO |
| 0:HasProperty | Variable | Mode | FeedingModeEnumeration | 0:PropertyType | M, RO |
| 0:HasComponent | Object | Throughput | 3:MonitoredParameterType | O, RO | |
| 0:HasComponent | Object | Hopper | HopperType | O | |
7.7.1 Name
The Name Property gives the name of the feeder/dosing unit and is used as reference in the Target. Unique within the extruder
7.7.2 Description
The Description Property gives a description of the feeder/dosing unit.
7.7.3 IsPresent
The IsPresent Property provides information if the feeder/dosing unit is physically installed and connected.
7.7.4 IsActive
The IsActive Property provides information if the fedder/dosing unit is active in the current production.
7.7.5 Target
The Target Property provides information to where the feeder brings the material. This can be a barrel zone (ExtrusionTemperatureZone) but also another feeder. The value of the Target Property shall be equal to the value of the Id Property of the relevant ExtrusionTemperatureZone or feeder.
7.7.6 IsControlled
The IsControlled Property provides information, if the feeder is controlled (by a valve, screw, …) or not (material just falls through by gravity).
7.7.7 Mode
The Mode Property provides information, how the throughput of the feeder is controlled.
| Name | Value | Description |
| ONLY_CONVEYING | 0 | The throughput is not controlled. The feeder only transports the material (e.g. by screw, conveyor belt) or the material is only falling through a feed opening |
| OTHER | 1 | Throughput is controlled, but in another mode than these below |
| GRAVIMETRIC | 2 | The throughput is controlled by a gravimetric dosing system. |
| VOLUMETRIC | 3 | The throughput is controlled by a volumetric dosing system. |
| LIQUID | 4 | The throughput of liquid material is controlled by a pump. |
| BATCH | 5 | The throughput is controlled by a batch dosing system. Note In this case, each material has an own feeder although there is only one physical system. |
7.7.8 Throughput
Current throughput of the feeder/dosing unit in mass per time (e.g. kg/h). Although the modelling rule for this node is optional to cover also pure feeders, it is mandatory for dosing units. The MonitoredParameterType is defined in OPC 40083.
7.8 HopperType
The HopperType represent a device where material is brought into the extrusion process.
| Attribute | Value | ||||
| BrowseName | HopperType | ||||
| IsAbstract | False | ||||
| References | Node Class | BrowseName | DataType | TypeDefinition | Other |
|---|---|---|---|---|---|
| Subtype of 0:BaseObjectType defined in OPC 10000-5 | |||||
| 0:HasProperty | Variable | Id | 0:String | 0:PropertyType | M, RO |
| 0:HasComponent | Object | Material | 3:MaterialType | M | |
| 0:HasProperty | Variable | MaterialLot | 0:String | 0:PropertyType | O, RO |
| 0:HasComponent | Variable | Weight | 0:Double | 0:AnalogUnitType | O, RO |
| 0:HasComponent | Variable | MaterialLevel | 0:Double | 0:BaseDataVariableType | O, RO |
| 0:HasComponent | Object | MaterialTemperature | 3:MonitoredParameterType | O | |
7.8.1 IsActive
The IsActive property provides information if the hopper is refilled during the production so that the material is available for the production.
7.8.2 Material
The Material property gives information on the current material in the hopper. The MaterialType is defined in OPC 40083.
7.8.3 MaterialLot
Lot of the material that is recently filled in the hopper.
7.8.4 Weight
Actual weight of the material in the hopper (e.g. in kg).
7.8.5 MaterialLevel
Actual level of the material in the hopper unit in %.
7.8.6 MaterialTemperature
Actual temperature of the material inside the feeder in °C or °F. The MonitoredParameterType is defined in OPC 40083.