The FeederType represents a device that transports material in an uncontrolled or controlled way. In the second case, the Feeder acts as a dosing unit. A feeder transports the material to a defined destination. This can be directly a barrel zone, but also another feeder which collects materials from several feeders above.
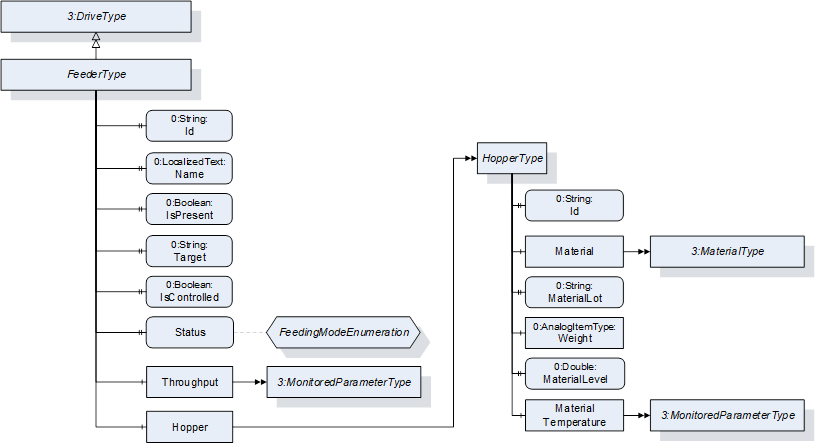
Figure 2 – FeederType Overview
Table 3 – FeederType Definition
|
Attribute |
Value |
||||
|
BrowseName |
FeederType |
||||
|
IsAbstract |
False |
||||
|
References |
Node Class |
BrowseName |
DataType |
TypeDefinition |
Other |
|
Subtype of 3:DriveType defined in OPC 40083 |
|||||
|
0:HasProperty |
Variable |
Id |
0:String |
0:PropertyType |
M, RO |
|
0:HasProperty |
Variable |
Name |
0:LocalizedText |
0:PropertyType |
M, RO |
|
0:HasProperty |
Variable |
IsPresent |
0:Boolean |
0:PropertyType |
M, RO |
|
0:HasProperty |
Variable |
Target |
0:String |
0:PropertyType |
M, RO |
|
0:HasProperty |
Variable |
IsControlled |
0:Boolean |
0:PropertyType |
O, RO |
|
0:HasProperty |
Variable |
Mode |
FeedingModeEnumeration |
0:PropertyType |
M, RO |
|
0:HasComponent |
Object |
Throughput |
|
3:MonitoredParameterType |
O, RO |
|
0:HasComponent |
Object |
Hopper |
|
HopperType |
O |
The Name Property gives the name of the feeder/dosing unit and is used as reference in the Target. Unique within the extruder
The Description Property gives a description of the feeder/dosing unit.
The IsPresent Property provides information if the feeder/dosing unit is physically installed and connected.
The IsActive Property provides information if the fedder/dosing unit is active in the current production.
The Target Property provides information to where the feeder brings the material. This can be a barrel zone (ExtrusionTemperatureZone) but also another feeder. The value of the Target Property shall be equal to the value of the Id Property of the relevant ExtrusionTemperatureZone or feeder.
NOTE: The Id Property is modelled inside the MeasuringDeviceType which is the basis for all zones.
The IsControlled Property provides information, if the feeder is controlled (by a valve, screw, …) or not (material just falls through by gravity).
The Mode Property provides information, how the throughput of the feeder is controlled.
Table 4 – FeedingModeEnumeration Definition
|
Name |
Value |
Description |
|
ONLY_CONVEYING |
0 |
The throughput is not controlled. The feeder only transports the material (e.g. by screw, conveyor belt) or the material is only falling through a feed opening |
|
OTHER |
1 |
Throughput is controlled, but in another mode than these below |
|
GRAVIMETRIC |
2 |
The throughput is controlled by a gravimetric dosing system. |
|
VOLUMETRIC |
3 |
The throughput is controlled by a volumetric dosing system. |
|
LIQUID |
4 |
The throughput of liquid material is controlled by a pump. |
|
BATCH |
5 |
The throughput is controlled by a batch dosing system. Note In this case, each material has an own feeder although there is only one physical system. |
Current throughput of the feeder/dosing unit in mass per time (e.g. kg/h). Although the modelling rule for this node is optional to cover also pure feeders, it is mandatory for dosing units. The MonitoredParameterType is defined in OPC 40083.